- Accueil
-
Produits
Produits
- Produits
-
Systèmes mobiles
Systèmes mobiles
-
Systèmes ouverts
Systèmes ouverts
-
Systèmes fermés
Systèmes fermés
-
Laser process heads
Laser process heads
- Secteurs
Secteurs- Vue d’ensemble
- Fabrication d’outils et de moules
- Tôlerie
- Construction de machines
- Ingénierie de précision
- Réparation de pièces moulées
- Technologie médicale
- Fabrication de capteurs
- Solutions industrielles
- Réparation par rechargement d’axes et d'arbres
- Industrie automobile
- Technique dentaire
- Orfèvrerie
- Fabrication additive métallique
- Applications
Applications- Entreprise
Entreprise-
À propos d’ALPHA LASER
À propos d’ALPHA LASER
- Carrière
-
Achat
Achat
- Support technique
-
Produits
- Secteurs
-
Secteurs
- Vue d’ensemble
- Fabrication d’outils et de moules
- Tôlerie
- Construction de machines
- Ingénierie de précision
- Réparation de pièces moulées
- Technologie médicale
- Fabrication de capteurs
- Solutions industrielles
- Réparation par rechargement d’axes et d'arbres
- Industrie automobile
- Technique dentaire
- Orfèvrerie
- Fabrication additive métallique
Nos solutions sectoriellesTrouvez les vidéos d'application qui correspondent à nos produits.
Portail vidéo- Applications
Vos applicationsTrouvez les vidéos d'application qui correspondent à nos produits.
Portail vidéo- Entreprise
- Support technique
Nous sommes à votre serviceLe bon déroulement de vos processus de fabrication nous tient à cœur.
- Services
- Accueil
- Produits
- Secteurs
- Secteurs
- Vue d’ensemble
- Fabrication d’outils et de moules
- Tôlerie
- Construction de machines
- Ingénierie de précision
- Réparation de pièces moulées
- Technologie médicale
- Fabrication de capteurs
- Solutions industrielles
- Réparation par rechargement d’axes et d'arbres
- Industrie automobile
- Technique dentaire
- Orfèvrerie
- Fabrication additive métallique
- Secteurs
- Applications
- Support technique
- Services
- Shop
- Actualités
- Blog
- 3D
- Contact
Tel: +49 (0)89 / 89 02 37-0 | E-Mail: info@alphalaserno more spam.deTrempe laser
Trempe superficielle de précision avec les machines lasers d’ALPHA LASER
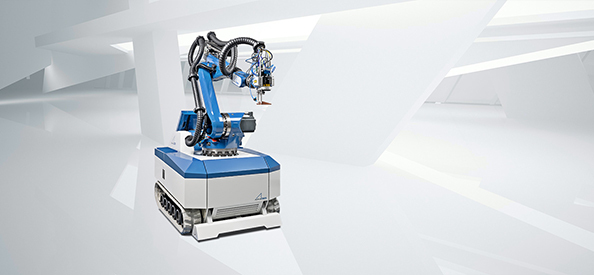
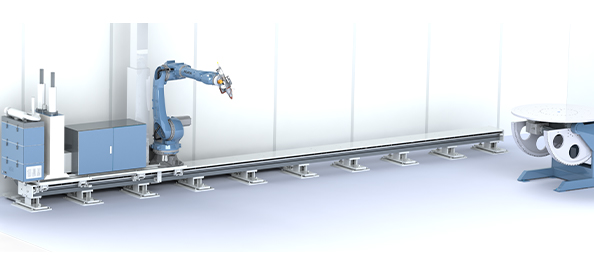
Le procédé de trempe laser permet d’influer de manière ciblée sur les composants soumis à de fortes pressions et les composants de machines métallique afin de diminuer leur usure et leur déformation. L’installation de trempe laser mobile d’ALPHA LASER scanne et trempe la pièce de travail correspondante avec précision en s’adaptant parfaitement aux contours, sans nécessité de la démonter. Notre système de trempe laser AL-ROCK s’installe de manière flexible directement sur la pièce de travail : un gain de temps et de coûts dont votre production ne peut que tirer avantage.
La trempe superficielle par laser est le procédé le plus rapide de traitement de matériaux au laser pour créer des composants métalliques résistants, trempés sans déformation. L’installation de trempe laser AL-ROCK est non seulement un système de trempe laser efficace, mais peut également être utilisée comme appareil de soudage au laser pour soudure de recharge par poudre à l’aide des accessoires adaptés. Faites le choix d’une trempe laser flexible et précise avec une technologie laser de pointe et des appareils lasers de haute qualité pour la fabrication d’outils, la construction de machines et bien d’autres domaines.
Principes de fonctionnement du procédé de trempe laser
Lors de la trempe laser, le rayon laser avec taille réglable est guidé sur les surfaces à tremper par un robot. L’apport d’énergie du laser s’effectue directement sur la surface de la pièce de travail. Cette couche superficielle est alors réchauffée à la température de trempe nécessaire très rapidement et de manière localisée. Les atomes de carbone changent de position dans la maille métallique en raison de la température élevée, le phénomène d’austénitisation se produit.
Immédiatement après le réchauffement, le volume froid du composant refroidit cette section du matériau (auto-refroidissement) et assure la fixation durable de la structure métallique austénitisée.
On obtient de la martensite, une structure métallique très dure qui apparaît très fine au microscope, qui entraîne une augmentation de la dureté du matériau.
L’utilisation de notre système laser AL-ROCK de trempe laser permet d’obtenir une surface durcie localisée avec un cœur ductile et des zones non impactées à proximité. La résilience du matériau de base est préservée. Possibilité de largeurs de trace de trempe d’1 à env. 100 mm en fonction de la puissance du laser et du système laser. La profondeur de trempe possible est d’env. 0,6 – 0,8 mm. Elle peut même atteindre jusqu’à 2 mm pour certains matériaux, en fonction du volume du composant.
Trempe laser et superficielle avec les systèmes lasers d’ALPHA LASER: rapidité, précision et économies
En particulier en ce qui concerne les gros outils de la technologie de formage, la trempe laser représente un procédé très économique et extrêmement rapide permettant de durcir la couche superficielle, puisqu’elle permet la trempe partielle de surfaces fonctionnelles sollicitées sélectionnées situées sur la surface de la pièce de travail. L’auto-refroidissement rapide diminue la déformation du matériau lors de la trempe laser : nos appareils de trempe laser travaillent presque sans déformation. Afin que la chaleur générée par le processus de trempe laser puisse être contrôlée, il est également possible de tremper les arêtes de coupe et les rayons étroits, sans risque de fusion.
Il est également tout à fait possible d’effectuer une trempe laser parfaitement adaptée aux contours sur les rainures, les surfaces de forme libre et autres formes géométriques. La trempe superficielle effectuée à l’aide de nos machines lasers réduit le nombre de retouches nécessaires sur la pièce de travail et permet de réaliser facilement des tâches supplémentaires spontanées.
Il est par ailleurs possible, en option, de réaliser des trempes sous gaz de protection pour diminuer encore le faible taux de retouche.


Produits appropriés
Contact Us Kontaktieren Sie uns
Schließen×Contactez-nous
06 33 25 40 41
Nous vous conseillerons volontiers !© 2024 | ALPHA LASER GmbH
laser de soudage manuel
- Secteurs
-
Produits
- Secteurs
- Applications
- Entreprise
-
Produits
- Secteurs
- Applications
Tel: +49 (0)89 / 89 02 37-0 | E-Mail: info@alphalaser.deTrempe laser
Trempe superficielle de précision avec les machines lasers d’ALPHA LASER
Le procédé de trempe laser permet d’influer de manière ciblée sur les composants soumis à de fortes pressions et les composants de machines métallique afin de diminuer leur usure et leur déformation. L’installation de trempe laser mobile d’ALPHA LASER scanne et trempe la pièce de travail correspondante avec précision en s’adaptant parfaitement aux contours, sans nécessité de la démonter. Notre système de trempe laser AL-ROCK s’installe de manière flexible directement sur la pièce de travail : un gain de temps et de coûts dont votre production ne peut que tirer avantage.
La trempe superficielle par laser est le procédé le plus rapide de traitement de matériaux au laser pour créer des composants métalliques résistants, trempés sans déformation. L’installation de trempe laser AL-ROCK est non seulement un système de trempe laser efficace, mais peut également être utilisée comme appareil de soudage au laser pour soudure de recharge par poudre à l’aide des accessoires adaptés. Faites le choix d’une trempe laser flexible et précise avec une technologie laser de pointe et des appareils lasers de haute qualité pour la fabrication d’outils, la construction de machines et bien d’autres domaines.
Principes de fonctionnement du procédé de trempe laser
Lors de la trempe laser, le rayon laser avec taille réglable est guidé sur les surfaces à tremper par un robot. L’apport d’énergie du laser s’effectue directement sur la surface de la pièce de travail. Cette couche superficielle est alors réchauffée à la température de trempe nécessaire très rapidement et de manière localisée. Les atomes de carbone changent de position dans la maille métallique en raison de la température élevée, le phénomène d’austénitisation se produit.
Immédiatement après le réchauffement, le volume froid du composant refroidit cette section du matériau (auto-refroidissement) et assure la fixation durable de la structure métallique austénitisée.
On obtient de la martensite, une structure métallique très dure qui apparaît très fine au microscope, qui entraîne une augmentation de la dureté du matériau.
L’utilisation de notre système laser AL-ROCK de trempe laser permet d’obtenir une surface durcie localisée avec un cœur ductile et des zones non impactées à proximité. La résilience du matériau de base est préservée. Possibilité de largeurs de trace de trempe d’1 à env. 100 mm en fonction de la puissance du laser et du système laser. La profondeur de trempe possible est d’env. 0,6 – 0,8 mm. Elle peut même atteindre jusqu’à 2 mm pour certains matériaux, en fonction du volume du composant.
Trempe laser et superficielle avec les systèmes lasers d’ALPHA LASER: rapidité, précision et économies
En particulier en ce qui concerne les gros outils de la technologie de formage, la trempe laser représente un procédé très économique et extrêmement rapide permettant de durcir la couche superficielle, puisqu’elle permet la trempe partielle de surfaces fonctionnelles sollicitées sélectionnées situées sur la surface de la pièce de travail. L’auto-refroidissement rapide diminue la déformation du matériau lors de la trempe laser : nos appareils de trempe laser travaillent presque sans déformation. Afin que la chaleur générée par le processus de trempe laser puisse être contrôlée, il est également possible de tremper les arêtes de coupe et les rayons étroits, sans risque de fusion.
Il est également tout à fait possible d’effectuer une trempe laser parfaitement adaptée aux contours sur les rainures, les surfaces de forme libre et autres formes géométriques. La trempe superficielle effectuée à l’aide de nos machines lasers réduit le nombre de retouches nécessaires sur la pièce de travail et permet de réaliser facilement des tâches supplémentaires spontanées.
Il est par ailleurs possible, en option, de réaliser des trempes sous gaz de protection pour diminuer encore le faible taux de retouche.
Produits appropriés
Contact Us Kontaktieren Sie uns
© 2024 | ALPHA LASER GmbH
laser de soudage manuel - Secteurs
- Secteurs