-
Produits
- Secteurs
- Applications
- Entreprise
-
Produits
- Secteurs
- Applications
Tel: +49 (0)89 / 89 02 37-0 | E-Mail: info@alphalaser.de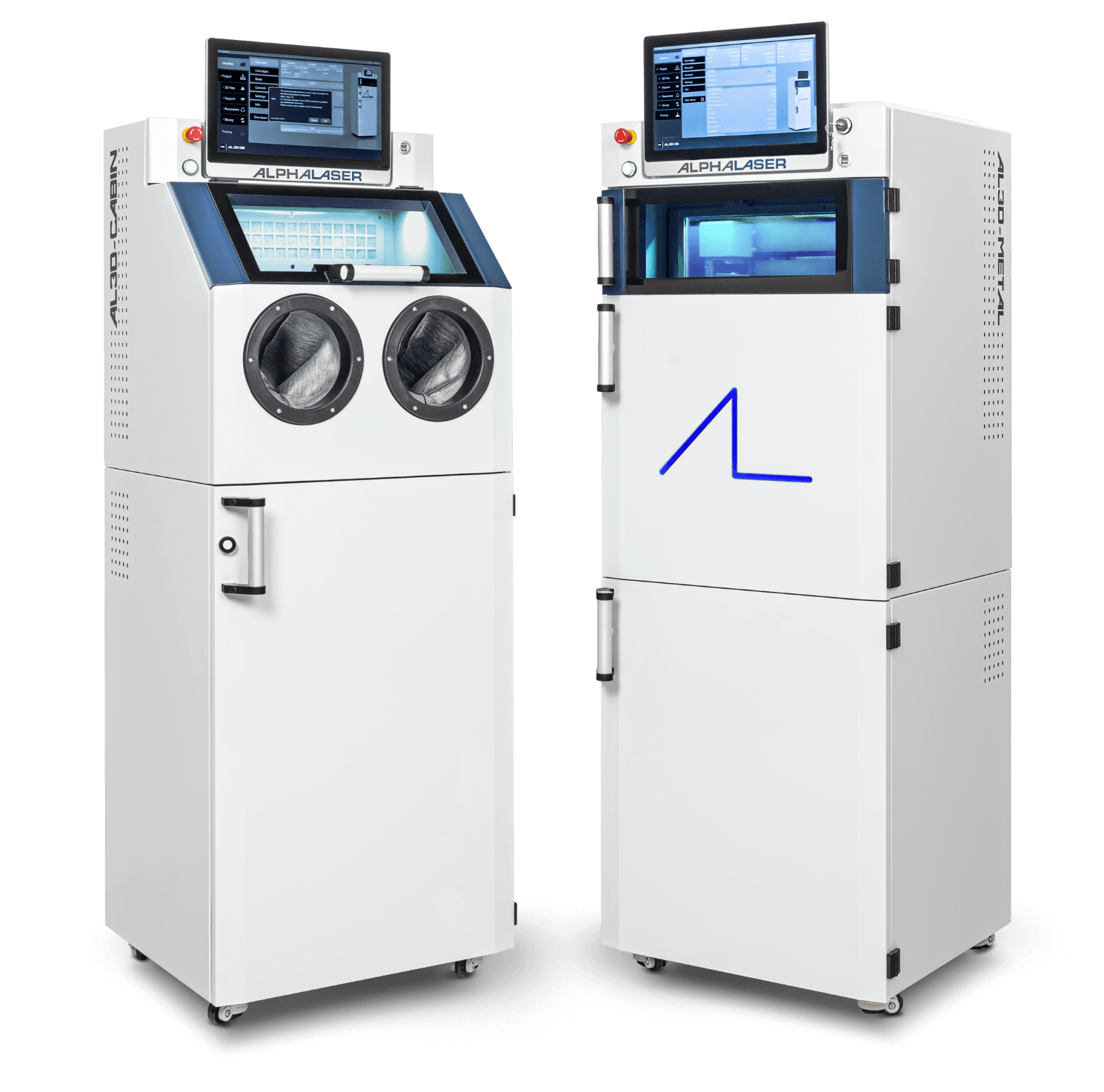
l'imprimante 3D métal
VOTRE CHEMIN VERS UNE GESTION SÛRE DES POUDRES
Les faits les plus importants en un coup d'œil :
- Source laser : laser IPG de 200 W
- système de cartouche innovant
- diamètre du foyer : 50 µm
- solution logicielle tout-en-un
- Base de données de matériaux
- systèmes de filtration pour les matériaux réactifs et les métaux précieux
- densité de matériau réalisable : >99,9 %.
Impression d'échantillons Données techniques
IMPRESSION 3D MÉTAL DE QUALITÉ : LES SYSTÈMES LASER D'ALPHA LASER
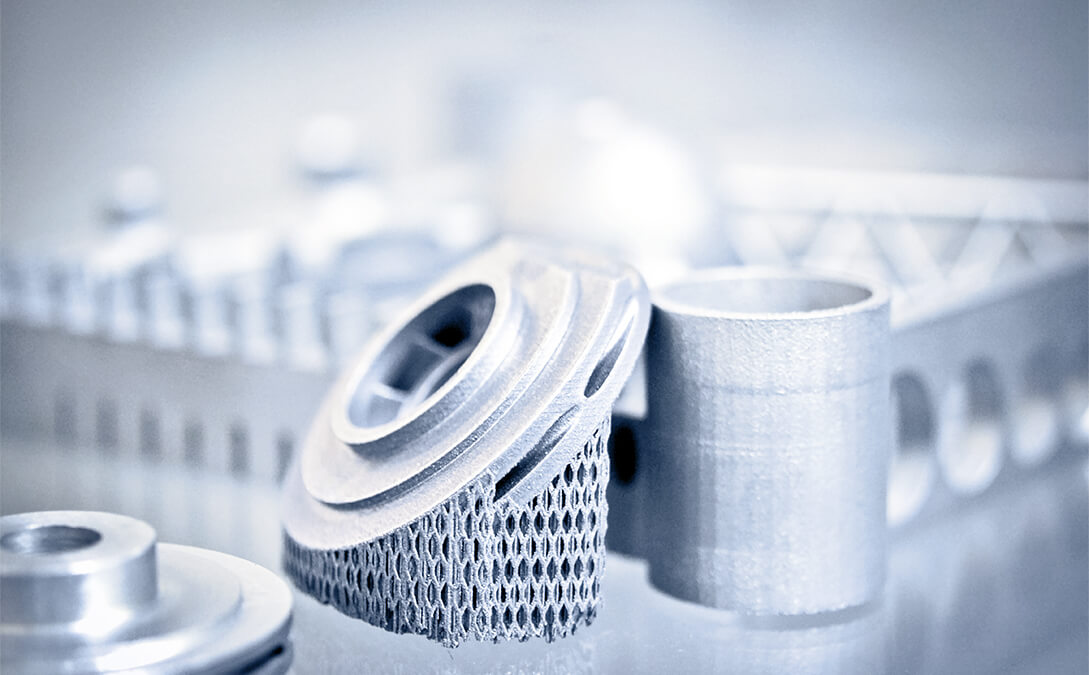
L'AL3D-METAL permet de fabriquer rapidement et précisément des objets complexes en métal. L'impression 3D vous permet de fabriquer des pièces répondant à des exigences de qualité élevées, qui sont fabriquées avec une grande précision et offrent une grande liberté de conception et de géométrie. Le circuit de poudre fermé de cette imprimante métal augmente la sécurité du travail, car l'opérateur n'entre pas en contact avec la poudre pendant tout le processus d'impression. La petite taille de la plateforme de construction de l'AL-3D permet d'imprimer des métaux précieux comme l'or, le platine et l'argent en économisant de la poudre. L'AL3D-METAL est donc idéale pour les entreprises de fabrication de bijoux. Une grande base de données de paramètres vérifiés pour les aciers inoxydables, le cobalt-chrome, les matériaux réactifs comme le titane ainsi que pour différents métaux précieux est à la disposition des clients d'ALPHA LASER.
Un grand avantage est le changement rapide de poudre avec un nettoyage court du système. Avec son faible encombrement de 600 * 617 mm, l'imprimante 3D métal convient également aux entreprises disposant d'un espace limité.
FABRICATION MÉTALLIQUE DE HAUTE QUALITÉ AVEC L'IMPRIMANTE 3D MÉTAL ALPHA LASER
Avec l'imprimante 3D pour métaux AL3D-METAL 200, il n'y a plus de limites de conception : vous serez créatif, l'imprimante 3D pour métaux le transforme en un produit. De nombreuses entreprises de production, utilisent déjà ce procédé d'impression innovant et produisent des pièces sur mesure. Vous aussi, profitez d'une qualité élevée et d'une liberté géométrique maximale avec l'AL3D-METAL 200 : l'imprimante 3D pour métaux ALPHA LASER séduit non seulement par les caractéristiques du produit, telles que la lentille de focalisation F-theta en quartz, le logiciel All-In-One, le système de cartouches innovant, le système de filtration et le circuit de poudre fermé, mais aussi par le processus de fabrication lui-même : La fusion laser sur lit de poudre garantit des densités élevées de >99,9 %, de sorte que les propriétés mécaniques du composant produit par impression 3D métal correspondent aux propriétés matérielles du matériau initiale. En outre, la fabrication additive du métal permet d'obtenir un rendement élevé de la poudre, ce qui rend la production de métal avec l'AL3D-METAL 200 économe en ressources. AvantagesL'imprimante 3D métal AL3D-METAL 200 combine ces avantages :
- Un travail en toute sécurité grâce au circuit fermé de la poudre : Aucun contact avec la poudre pendant tout le processus (remplissage de la cartouche, processus d'impression et retrait de la pièce imprimée) - un plus pour votre sécurité au travail !
- Système de cartouches innovant : changement de poudre rapide, temps de nettoyage du système réduit (seulement 15 minutes environ), cartouches de différentes tailles (deux diamètres de cartouches différents avec trois hauteurs de cartouches possible).
- Facilité d'entretien : la mécanique se trouve dans la cartouche, donc pas de temps d'arrêt de la machine - il suffit de retourner la cartouche pour réparation, d'insérer une cartouche de rechange et de continuer à travailler.
- Logiciel tout-en-un : le logiciel comprend tout ce dont vous avez besoin pour obtenir les meilleurs résultats d'impression, de la génération du support au post-traitement.
- Économie de ressources : Grâce à la fabrication additive du métal avec un rendement élevé de la poudre et la possibilité de recyclage.
- Circuit de gaz fermé : Consommation de gaz < 5 l/min. La fonction de purge à 20 l/min inonde la chambre de travail en 10 minutes environ.
- Impression multi-matériaux : différents matériaux peuvent être combinés.
- Système de filtration : disponible pour les matériaux réactifs et les métaux précieux.
- Petit & compact : encombrement de 600 x 617 mm
- Liberté de conception et de géométrie : Individualité maximale en matière de conception et de géométrie
- Technologie d'impression : la fusion laser sur lit de poudre permet d'atteindre une densité de matériau de >99,9%.
WorkflowCOMMENT FONCTIONNE L'IMPRESSION MÉTALLIQUE 3D AVEC L'AL3D-METAL 200

Placez une cartouche réservoir vide dans l'AL3D-CABIN et remplissez-la avec la poudre souhaitée.
regarder la vidéo

Une fois la cartouche remplie, placez-la dans la fente gauche de l'AL3D-METAL et une cartouche vide dans chacune des fentes centrale et droite de l'imprimante.
regarder la vidéo

Préparation et démarrage du processus d'impression
1. Chargez le modèle 3D dans l'AL3D-METAL 200 avec le port USB ou par le réseau.
2. générer les trajectoires laser avec le post-processeur et le trancheur intégré. Une visualisation couche par couche des vecteurs laser est également possible.
3. Inondez la chambre de traitement avec un gaz inerte.
4. démarrer la routine de revêtement pour la préparation du lit de poudre
5. Demarrer l'impressionregarder la vidéo

Retirez la cartouche contenant le composant imprime de l'AL3D-METAL et insérez-la dans l'AL3D-CABIN.
regarder la vidéo

Séparez maintenant le composant de la poudre et recyclez la poudre restante pour la reutiliser.
regarder la vidéo
Post-traitez le composant si nécessaire.
regarder la vidéo






AL3D-METAL
Laser
Grâce au laser à fibre IPG de 200 watts et a la lentille F-theta en quartz, lAL3D-METAL 200 dispose d'une puissance laser élevée, et assure des résultats 'impression optimaux. Le fin spot laser de 50 um, et la haute qualité du faisceau de l'imprimante 3D pour métal, sont également adaptés à la production de géometries tres fines et complexes lis permettent une liberté de conception maximale. Grâce à son faible encombrement, l'imprimante peut être intégée presque partout, et 'impression mixte combinée de différents matériaux complète les performances 'impression de l'imprimante métal pour la fabrication 3D. En outre, la fusion laser basée sur un lit de poudre permet d'obtenir une densité de matériau de >99,9 % - indépendamment du fat que la poudre certifiée ALPHA LASER soit utilisee ave les parametres associés, ou que la détermination de la poudre et des paramètres soit faite indépendamment. En outre, la production de métal ave l'imprimante 3D metal est économe en resources: en effet, la fabrication additive du métal permet un rendement élevé de la poudre et son recyclage.
 Cartouche
CartoucheRapide, sûre et simple, c'est ce que garantit le système de cartouches innovant de cette imprimante 3D métal. Même en cas de changements fréquents de poudre, l'imprimante 3D métal est configurée en un minimum de temps : Il suffit de remplir la cartouche avec la poudre métallique souhaitée, de l'insérer dans l'imprimante 3D métal, de sélectionner le fichier d'impression approprié et de lancer le processus.
Vous avez la possibilité d'utiliser les paramètres de matériaux prédéfinis ou de créer des paramètres individuels. Cette liberté offre une grande flexibilité pour les tâches de recherche et de développement ainsi que pour les environnements de production certifiés.
En outre, le système de cartouche est non seulement convivial, mais aussi polyvalent : deux diamètres de cartouche différents et trois hauteurs de cartouche différentes permettent une utilisation optimale de la poudre. Par exemple, la petite cartouche est idéale pour l'impression de métaux précieux et peut être conservée dans un coffre-fort.

 Logiciel
LogicielL'impression 3D métal n'a jamais été aussi facile grâce au logiciel All-In-One : logiciel et matériel sont réunis dans l'AL3D-METAL 200. Le logiciel de production vous guide à travers tous les processus et peut être adapté aux besoins individuels en peu de temps. Cela signifie qu'aucun logiciel tiers n'est nécessaire et que vous recevez le logiciel et le matériel d'une seule source. Les données CAO sont transférées dans le logiciel intelligent AL3D-OS. Les données 3D peuvent être importées, organisées et dotées de structures de support de manière simple. Bien entendu, vous n'êtes pas obligé de vous passer de votre logiciel de CAO. Vous pouvez l'utiliser au quoitidien pour créer des modèles et des structures de support.
L'interface ouverte permet d'utiliser un logiciel externe pour la préparation des travaux d'impression.
L'idéal pour la R&D est la possibilité de modifier les paramètres pendant le processus d'impression. Cela permet un développement efficace du processus et une évaluation des poudres, tandis que les travaux d'impression 3D se déroule rapidement et en toute sécurité.

 Systeme de filtration
Systeme de filtrationEn plus du filtre commun, qui convient également aux matériaux réactifs, le système de filtration de l'AL3D-METAL 200 comprend un autre filtre composé de matériaux entièrement incinérables. Vous devriez l'utiliser pour imprimer des métaux précieux dont les résidus peuvent ensuite être récupérés dans des recycleurs.
Le système de filtration se ferme automatiquement lors de son retrait, ce qui rend l'imprimante encore plus sûre et élimine les "filtres brûlants".

AL3D-CABIN
Station de déballageL'AL3D-CABIN est utilisé à la fois pour le remplissage et le déballage de la cartouche. Une fois le composant imprimé, la cartouche est insérée dans la station de déballage AL3D-CABIN et le composant est séparé de la poudre manuellement. L'excédent de poudre peut être recueilli dans une deuxième cartouche ou dans un récipient de collecte. Le dispositif d'aspiration intégré de l'imprimante 3D métal, y compris la connexion pour les dispositifs d'aspiration de poudre externes, offre les possibilités communes pour le recyclage des résidus de poudre.


VOUS POUVEZ TRAVAILLER DE MANIÈRE CRÉATIVE - LE SYSTÈME AL3D-METAL EN FAIT UN PRODUIT
- AL3D-METAL 200-100
- AL3D-METAL 200-50
-
AL3D-METAL 200-100 - Télécharger fiche technique
- Logiciel
Opération Écran tactile, clavier et souris de 15,6“ Connectivité Ethernet; 2 × USB Logiciel AL3D-OS, version hors ligne pour la création de projet, accès à distance TeamViewer Logiciel externe Autodesk Netfabb
Materialise Magics
CIM Systems Pyramis
Interface logicielle ouverte pour le post-traitement externeFormat de fichier importation CAO STL Préparation d‘impression Support facile trancheuse intégrée dans le logiciel - Matériaux
Alliages Alliages de fer
Alliages à base de nickel
Alliages cobalt-chromen
métaux précieux
métaux réactifs/autres sur demandeDensité de composants réalisable > 99 % Volume de construction Ø 100 mm; Z 85 mm
Ø 100 mm; Z 120 mmÉpaisseur de couche 10-50 µm - Connexions externes
Connexion électrique 230 V, 50 Hz / 60 Hz, max. 16 A Humidité admissible max. 70 % Température ambiante admissible 15–30° C Régulateur de débit gaz protecteur/argon (raccordement nécessaire) Pression d‘entrée 4,5-6 bar, raccord tuyau Ø 6 mm Consommation de gaz pendant le fonctionnement <5 L/min
fonction purge 20 L/min - Cabine
Connexion pour ext. aspirateur NW32 Connexion - Dimensions extérieures
Poids 180 kg L × P × H 600 × 617 × 1770 mm - Cabine de dimensions extérieures
poids 100 kg L × P × H 600 × 617 × 1770 mm - Laser & Optique
Type de laser/longueur d‘onde Laser à fibre 200 W CW, 1 070 nm Point de soudage Ø 50 µm Scangeschwindigkeit max. 5 m/s Paramètres de processus accès ouvert aux paramètres de la machine et du processus
- Logiciel
-
AL3D-METAL 200-50 - Télécharger fiche technique
- Logiciel
Opération Écran tactile, clavier et souris de 15,6“ Connectivité Ethernet; 2 × USB Logiciel AL3D-OS, version hors ligne pour la création de projet, accès à distance TeamViewer Logiciel externe Autodesk Netfabb
Materialise Magics
CIM Systems Pyramis
Interface logicielle ouverte pour le post-traitement externeFormat de fichier importation CAO STL Préparation d‘impression Support facile trancheuse intégrée dans le logiciel - Matériaux
Alliages Alliages de fer
Alliages à base de nickel
Alliages cobalt-chromen
métaux précieux
métaux réactifs/autres sur demandeDensité de composants réalisable > 99 % Volume de construction Ø 50 mm; Z 50 mm
Ø 50 mm; Z 85 mmÉpaisseur de couche 10-50 µm - Connexions externes
Connexion électrique 230 V, 50 Hz / 60 Hz, max. 16 A Humidité admissible max. 70 % Température ambiante admissible 15–30° C Régulateur de débit gaz protecteur/argon (raccordement nécessaire) Pression d‘entrée 4,5-6 bar, raccord tuyau Ø 6 mm Consommation de gaz pendant le fonctionnement <5 L/min
fonction purge 20 L/min - Cabine
Connexion pour ext. aspirateur NW32 Connexion - Cabine de dimensions extérieures
poids 100 kg L × P × H 600 × 617 × 1770 mm - Laser & Optique
Type de laser/longueur d‘onde Laser à fibre 200 W CW, 1 070 nm Point de soudage Ø 50 µm Scangeschwindigkeit max. 5 m/s Paramètres de processus accès ouvert aux paramètres de la machine et du processus
- Logiciel
FAQIMPRESSION 3D - INFORMATIONS GÉNÉRALES :
Quels sont les avantages de l'impression 3D et de la fabrication additive ?
Il existe plusieurs aspects qui présentent des avantages significatifs :
Intégration fonctionnelle : L'impression 3D peut être utilisée pour réaliser des canaux de refroidissement internes ou des éléments rotatifs/mobiles dans le composant.
Assemblages monolithiques : Les assemblages complexes peuvent être imprimés en une seule pièce, ce qui réduit le nombre de pièces et peut donc entraîner des économies importantes.
Géométries complexes : L'impression 3D offre la possibilité de produire des objets aux surfaces complexes et aux géométries compliquées. Elle apporte une contribution particulière dans le domaine de la technologie médicale et des aides médicales. La technologie médicale requiert de plus en plus de produits spécifiques aux patients, avec des formes complexes et libres. Les pièces imprimées en 3D, telles que les prothèses partielles, les armatures de couronnes et de ponts, les implants et les gabarits, offrent ici des avantages considérables par rapport aux procédés conventionnels.
Mais les pièces imprimées sont également utilisées dans la production d'outils/moules d'injection. Il s'agit principalement de petits composants pour les moules proprement dits (inserts ou canaux de refroidissement).
Construction légère : Le plus grand champ d'application de l'impression 3D se situe dans le domaine de la construction légère. Dès qu'il s'agit de réduire le poids ou le nombre de composants, l'impression 3D de métaux peut montrer ses atouts. Ce sont surtout les domaines de la technologie aérospatiale ou de la course automobile qui en profitent. Dans ce domaine, la grande liberté de conception permet de simplifier les conceptions complexes liées à la production, ce qui permet de réduire les coûts et le poids.
Durabilité : La quasi-totalité du matériau de base est utilisée. Il en résulte peu de déchets, qui devraient être recyclés dans un processus à forte intensité énergétique.
MACHINE ET TECHNOLOGIE
En quoi l'AL3D-METAL diffère-t-elle des autres systèmes sur le marché ? Qu'est-ce qui la rend spéciale ?
Nous travaillons avec un concept de cartouches. Les cartouches contiennent/collectent la poudre, fournissant un circuit de poudre fermé. Les cartouches elles-mêmes sont fermées et s'ouvrent lorsqu'elles sont insérées dans le système. De même, elles se ferment lorsqu'on les retirent.
L'ensemble de la mécanique et le moteur de positionnement de la plate-forme de construction sont situés dans les cartouches. Ainsi, l'utilisateur n'a aucun contact direct avec la poudre.
La sécurité et la santé de l'utilisateur sont notre priorité absolue.
Les poudres métalliques utilisées dans la fabrication additive avec l'imprimante ont une granulométrie très fine et peuvent être nocives ou réactives. Cela nécessite généralement un équipement technique spécial ainsi qu'un équipement de protection individuelle (EPI). Avec le système AL3D-METAL, l'ensemble de la manipulation des poudres se fait en toute sécurité dans des chambres de construction, des cartouches et des conteneurs de poudre fermés. Ce système est unique sur le marché et redéfinit la norme de sécurité professionnelle dans la fabrication additive.
Où est le fabricant du système AL3D-METAL ?
Le développement et la production des systèmes ont lieu exclusivement en Allemagne. Dans la mesure du possible, nous nous procurons les composants auprès de producteurs locaux et soutenons ainsi l'économie locale. Les machines sont fabriquées chez ALPHA LASER GmbH à Puchheim.
Quand l'imprimante AL3D sera-t-elle amortie ?
Sur demande, vous recevrez un exemple de calcul, qui sera adapté à votre expérience et à vos besoins quotidiens. Vous obtiendrez ainsi un calcul très précis de la machine et du matériel.
Le système complet se compose de quoi ?
Le système comprend l'imprimante, la station de chargement/déchargement et 3 cartouches.
Est-il nécessaire d'acheter également la station de déballage ?
Oui, c'est le concept de notre manipulation sûre de la poudre. Dès que vous travaillez sans station de déballage, vous entrez en contact direct avec la poudre.
L'objectif de notre concept "cycle" est d'éviter que vous ou vos employés n'entriez en contact avec la poudre métallique utilisée, qui a souvent une granulométrie très fine et qui est nocive ou réactive.
Quelle source laser est contenue dans l'AL3D-METAL ?
Nous utilisons un laser à fibre de 200 W de la société IPG.
Si nécessaire, une autre puissance est disponible ?
Seule une puissance maximale de 200 W est utilisée dans ce système. La puissance du laser peut être réglée avant et pendant le processus d'impression et varier pendant le processus.
Quelle est la puissance laser requise ?
Cela dépend du matériau utilisé. Il faut beaucoup plus d'énergie pour un matériau hautement réfléchissant que pour un matériau hautement absorbant (voir la liste des paramètres avec les matériaux que nous avons déjà testés). Les performances dépendent également de la résolution et de la vitesse d'accumulation souhaitées.
Plus l'épaisseur de la couche est importante, plus la résolution est faible et plus la puissance requise est élevée.
Qualité contre Vitesse.
Quelle est la taille du spot laser ?
Le système laser possède une taille de spot de 50 µm.
La taille du spot laser peut-elle être modifiée ?
Oui et non.
Afin d'obtenir la meilleure densité et la meilleure structure fine, la taille de notre spot est fixée à 50 µm. Cependant, nous avons la possibilité de configurer un paramètre appelé "défocalisation" qui permet de défocaliser le spot de 50 µm en pourcentage, en plus et en moins.
Cela permet de générer une taille de spot différente dans ou sur la surface de la poudre.
Quelles sont les plus petites structures qui peuvent être imprimées ?
Avec un spot de 50 µm, cela dépend toujours des épaisseurs/hauteurs de couche définies. Nous imprimons dans la hauteur de couche entre 10 µm et 50 µm. Mais cela dépend aussi de la puissance, car le spot laser ne reflète pas la largeur du bain de fusion.
Quelle densité peut-on atteindre ?
Nous atteignons une densité de > 99%.
Quels types de formats de fichiers sont supportés ?
STL
Quel type de refroidissement le système laser possède-t-il ?
Le laser est refroidi par air.
Quelle est la garantie ?
La garantie des systèmes laser à fibre est de 24 mois.
Quel type de lame de balayage ou quel type de racleur est utilisé avec le système AL3D ?
Nous utilisons un guide de précision avec une lèvre en caoutchouc silicone haute température. Cela permet d'obtenir un revêtement de bonne qualité et homogène, tout en étant stable au niveau du processus et très durable.
S'il y a des exigences particulières pour d'autres matériaux, cela peut être facilement mis en œuvre.
Combien de cartouches sont nécessaires ?
Le système nécessite 3 cartouches.
Une cartouche sert de réservoir de poudre, une autre de plate-forme de construction et la troisième de récipient de collecte de la poudre superflue.
Cependant, chaque cartouche peut assumer n'importe quelle tâche dans l'imprimante, car elles sont mécaniquement identiques, mais diffèrent par la programmation qui est effectuée dans la station de déchargement (l'utilisation de chaque cartouche individuelle est définie dans l'AL3D-CABIN). La position de départ de la plate-forme de construction dans l'axe Z est définie et programmée ici (la pression d'un bouton enregistre la position de la plate-forme).
Cela signifie que la cartouche du récipient de collecte pourrait, à condition que la poudre ne soit pas contaminée, être retirée après l'impression et placée dans la position du réservoir de poudre. Pour chaque matériau / poudre, nous recommandons 3 cartouches afin d'éviter une éventuelle contamination croisée.
Comment la cartouche est-elle construite ?
La cartouche contient un moteur au fond et un vérin de précision qui déplace la plate-forme dans l'axe Z. La cartouche est également équipée d'un système de programmation. La cartouche possède également une puce mémoire programmable.
Comment la cartouche peut-elle être programmée ?
Les "points zéro" de la plate-forme sont définis dans la station de déchargement et stockés sur une puce dans la cartouche. La quantité de remplissage et les autres données relatives au matériel peuvent être enregistrées sur la cartouche et utilisées pour la communication entre l'imprimante, la station de déballage et la cartouche.
Quels sont les tailles et les diamètres de cartouche proposés ?
Tout d'abord, il existe deux diamètres de cartouche (50 mm | 100 mm).
La cartouche de 50 mm est idéale pour l'impression de métaux précieux coûteux et peut être stockée en toute sécurité dans le coffre-fort avec son contenu en métaux précieux. Pour cela, nous proposons l'AL3D-METAL 200-50 avec un diamètre de 50 mm et une hauteur d'impression effective de 85 mm.
Pour les applications dentaires, la construction de machines et d'outils, nous recommandons le système AL3D-METAL 200-100 avec un diamètre de 100 mm de la plate-forme de construction et une hauteur de pression effective de 85 mm, 120 mm et à l'avenir de 190 mm.
Le système peut-il fonctionner avec de l'azote au lieu de l'argon ?
L'utilisateur sélectionne le gaz de protection approprié pour le processus. Toutefois, seuls les gaz inertes peuvent être utilisés. L'argon ou l'azote sont les gaz les plus couramment utilisés. Cependant, des mélanges tels que l'argon-hélium sont également possibles.
Quel type d'argon est recommandé ?
Nous utilisons de l'argon dont la pureté est comprise entre 4,6 et 5,0. On peut dire que plus le gaz est pur, mieux c'est. La pureté requise dépend du matériau, car les métaux ont des tendances différentes à l'oxydation. L'acier inoxydable ou le cobalt-chrome, par exemple, est imprimé avec une teneur en oxygène résiduel comprise entre 0,1 et 0,5 %. Le titane, en revanche, est traité avec moins de 0,1 % d'oxygène résiduel.
Quelle quantité de gaz de protection est consommée ?
Le système a besoin d'environ 5 litres / min en fonctionnement (O2 < 0,5 %), en fonction du niveau d'oxygène résiduel requis. Lorsque le système est inondé au départ, la consommation est plus élevée.
Quelles sont les exigences de qualité pour l'azote ?
Nous recommandons l'argon 4.6 (DIN EN ISO 14175, pureté 99,996%) pour la plupart des matériaux. L'argon 5.0 coûte plus de 3 fois plus cher que l'argon 4.6 (99,996 %) !
Quelles sont les exigences pour le filtre de recirculation intégré ?
L'extraction et les filtres doivent être adaptés en fonction du matériau utilisé : Les matériaux réactifs nécessitent des filtres d'extraction appropriés. Ceux-ci doivent être conformes aux règles de sécurité pour les matériaux réactifs. Nos filtres sont équipés de série à cet effet.
Pour les métaux précieux, nous disposons de filtres organiques de remplacement qui sont entièrement incinérables.
Comment le filtre de la machine traite-t-il les poudres réactives et non réactives ?
Nous avons deux systèmes de filtration : Le système de filtrage standard est au niveau de sécurité le plus élevé pour les matériaux réactifs (boîte métallique scellée) et peut être utilisé pour tous les métaux. Il s'agit d'une boîte métallique qui se verrouille automatiquement lorsque vous la sortez et dans laquelle le filtre est intégré. Le risque d'incendie ou d'explosion est ainsi réduit au minimum lors du retrait du filtre.
Lors du retrait, un mécanisme spécial ferme l'ouverture du tube dans le filtre afin qu'aucune poussière ne puisse s'échapper (mais portez quand même un masque). Le boîtier de filtre complet peut être retiré de cette manière. Vous pouvez le remettre dans l'imprimante lorsque vous avez terminé votre impression sur métal étranger.
Le caisson filtrant spécial métaux précieux, quant à lui, peut être ouvert afin de retirer ultérieurement l'unité filtrante en bois du caisson métallique. C'est l'idéal pour le recyclage et la récupération de poudres coûteuses (portez un équipement de protection individuelle).
Lorsque vous passez de l'acier ordinaire et/ou des matériaux réactifs (Ti) au métal précieux, utilisez une boîte filtrante distincte pour chacun.
Les paramètres d'impression pour différents métaux sont-ils disponibles ?
Oui, nous avons actuellement développé avec notre machine plus de 12 matériaux (en cours de développement) pour diverses applications. En fonction du matériau et de l'état du développement, un certain montant sera facturé.
LOGICIEL
Un logiciel supplémentaire est-il nécessaire ?
Non.
Le logiciel de l'imprimante fournit un système complet pour charger les données 3D et créer un projet d'impression. Pour préparer les projets d'impression hors ligne sur un PC séparé, nous proposons une version de bureau en option.
Peut-on utiliser un logiciel externe pour créer des travaux d'impression ?
Oui.
Nous prenons actuellement en charge les trois solutions logicielles suivantes, à partir desquelles l'ensemble du projet d'impression, y compris les données des couches et les trajectoires laser, peut être généré directement.
- Materialise Magics
- Autodesk Netfabb
- CIMsystems Pyramis
En outre, nous proposons une interface de communication ouverte afin que vos propres donnés d'impression basées sur le code G puissent également être lues.
MANIPULATION ET FLUX DE TRAVAIL
Comment les données sont-elles transférées vers la machine ?
Le transfert s'effectue via une clé USB. En outre, le projet entièrement préparé peut également être chargé à partir du réseau (s'il est connecté).
Quels travaux d'entretien doivent être effectués sur la machine ?
Le laser lui-même ne nécessite aucune maintenance.
Le verre de protection dans la chambre de traitement devant le scanner doit être nettoyé régulièrement (toutes les 1 à 3 impressions).
La chambre de traitement doit être aspirée/nettoyée régulièrement. Tous les 1-10 tirages, selon le degré de salissure ou avant un changement de matériau.
Remplacez régulièrement la lèvre de la coucheuse, au plus tard tous les 10 tirages.
Les prises d'air de la machine doivent être régulièrement dépoussiérées afin qu'une quantité suffisante d'air puisse être aspirée pour refroidir le laser.
Le filtre d'air de circulation doit être remplacé lorsque la machine apporte le message.
A quelle fréquence le filtre d'aspiration doit-il être changé ?
Nous travaillons avec un faible débit de gaz inerte pendant le processus et seul un résidu minime se retrouve dans le filtre.
L'imprimante vous avertit lorsqu'il est temps de changer le filtre.
Comment fonctionne le processus sans contact de remplissage des cartouches et de tamisage de la poudre usagée ? Et comment la poudre est-elle rechargée ?
Pour le remplissage :
Une cartouche vide est insérée dans l'AL3D-CABIN. Le couvercle s'ouvre automatiquement. Ensuite, la cartouche est intégrée dans la machine en la tournant jusqu'à ce qu'elle soit fermement reliée au niveau de la construction. Maintenant, ouvrez la porte en haut de l'"AL3D-CABIN", placez votre bouteille de poudre dans la chambre et fermez la porte de sécurité. Ensuite, utilisez les gants de la machine pour travailler dans la chambre. Là, vous pouvez ouvrir le flacon de poudre et remplir la cartouche. Fermez le flacon de poudre et retirez la cartouche remplie. Pendant ce processus, le couvercle de la cartouche se ferme automatiquement, scellant la poudre.
Insérez maintenant la cartouche remplie dans la première fente de l'imprimante.
Toutes les informations nécessaires, telles que la quantité de poudre, la position de la plate-forme, sont enregistrées dans la mémoire de la cartouche, et l'imprimante sait si vous avez assez de poudre pour votre impression ou non.
À propos du tamisage :
C'est le même processus, mais en sens inverse. Après l'impression, insérez la cartouche dans la "AL3D-CABIN" et déplacez la plate-forme avec le composant vers le haut. Le composant et la poudre restante sortent. A l'aide d'un pinceau, l'excédent de poudre est récupéré dans une bouteille métallique fixée au bas de l'entonnoir de débordement. Cette bouteille peut être équipée d'un connecteur KF40 qui est également un connecteur standard de la station de filtrage.
La bouteille est équipée d'une valve manuelle pour la fermer.
Pour charger la poudre dans une station de tamisage, retournez la bouteille, raccordez-la à l'entrée du tamis et ouvrez la valve. La poudre s'écoule alors dans la station de tamisage et est tamisée.
Si vous ne souhaitez pas que la poudre soit tamisée, il est également possible d'utiliser des bouteilles en plastique pour recueillir la poudre afin de l'utiliser une seconde fois ou de la renvoyer pour recyclage.
La cartouche doit-elle toujours être remplie complètement ?
Non. La cartouche transmet au logiciel la position réelle de la plate-forme dans la cartouche. Grâce à ces informations, l'imprimante connaît la quantité de poudre / la course de la plate-forme de poudre disponible et calcule si elle est suffisante pour le travail de construction en cours.
L'impression peut-elle être interrompue pour recharger la poudre ?
Oui.
Le processus d'impression s'interrompt automatiquement dès que la poudre est vide. Vous pouvez retirer la cartouche vide de l'imprimante et insérer une nouvelle cartouche remplie. L'impression reprendra alors à ce moment-là. Ce processus peut également être déclenché manuellement.
Combien de temps faut-il pour changer la poudre ?
Moins de 10 minutes. Le changement de poudre est facile et sans complication. La chambre est nettoyée rapidement car le système n'a qu'une petite surface de contact avec la poudre dans la machine.
Il est préférable de remplir l'excès de poudre dans la cartouche appropriée pour ce matériau ou d'utiliser un récipient de collecte adapté qui peut être installé dans la station de déballage. Cela permet d'éviter la contamination croisée.
Si vous passez à un type de poudre complètement différent (acier inoxydable <-> aluminium <-> titane), il peut être nécessaire de remplacer le filtre et la tubulure. Cette opération peut être effectuée en moins de 30 minutes.
A quelle fréquence faut-il changer le racleur ?
Cela dépend beaucoup du matériau et de la structure de la pièce.
Pour les pièces de grande surface, il y a moins d'abrasion, pour les structures très fines et fines, les bords tranchants peuvent endommager la lèvre plus tôt. Nous recommandons de changer la lèvre en caoutchouc du racleur après observation, tous les 10 tirages environ ou selon les besoins. Dans tous les cas, dès que des traces/rainures sont visibles sur le lit de poudre.
Combien de temps faut-il pour changer le racleur après l'usure de la lèvre en caoutchouc ?
Le remplacement du récupérateur prend généralement moins de 5 minutes.
Pour ce faire, il faut desserrer une vis de fixation sur le récupérateur, l'enlever, puis retirer la lèvre en caoutchouc et réinstaller la nouvelle lèvre.
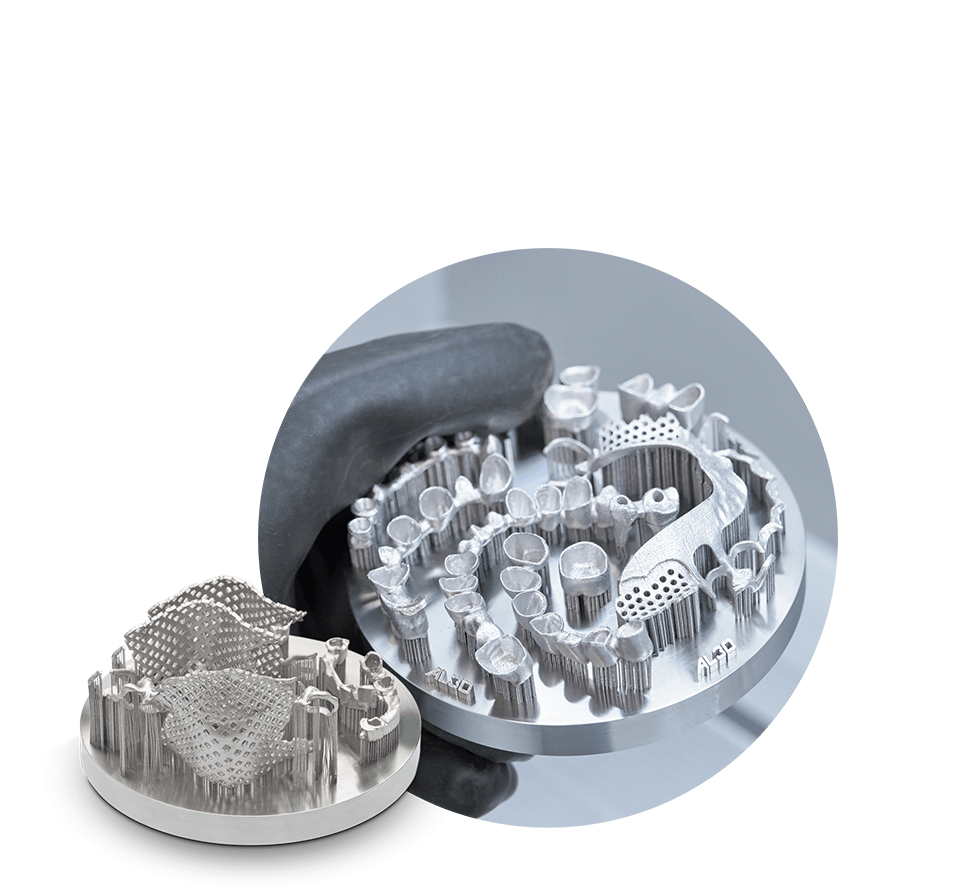
Comment retirer l'objet imprimé ?
Dans la station de déballage, la plate-forme de construction avec l'objet imprimé et l'excès de poudre est "chassée" de la cartouche. La poudre peut ensuite être retirée de l'objet à l'aide d'une brosse et l'excédent de poudre peut être jeté dans le récipient de collecte prévu à cet effet. La poudre peut également être aspirée.
L'objet avec la plate-forme de construction peut maintenant être dévissé de la cartouche.
Est-il facile de changer de plate-forme de construction ?
C'est facile. La plateforme de construction est vissée dans/hors du porte-cartouche via un filetage.
Quelle est la durée d'un processus d'impression ?
Cela dépend beaucoup du modèle et des paramètres, ainsi que du volume de remplissage des objets. La vitesse de production est d'environ 1 à 8 cm³/h.
Le processus de construction peut-il être accéléré ?
Oui.
Si la hauteur de la couche passe de 20 µm à 50 µm, le temps de construction est considérablement réduit. Cependant, cela réduit également la résolution, et les paramètres du processus doivent généralement être ajustés également.
POUDRE
Quels types de poudre ont déjà été utilisés avec succès avec l'AL3D ?
Les alliages à base de fer tels que 316L, H13, 1.2709, ainsi que le bronze CuSn10, l'or, l'argent, le platine, les alliages dentaires CoCr et titane.
Généralement, la granulation de la poudre est de 15 µm - 45 µm. Bien entendu, vous pouvez utiliser d'autres poudres. Cependant, nous ne pouvons pas garantir de bons résultats dans ce cas, car les poudres ont été testées comme spécifié. Nous vous invitons à tester vos poudres dans votre propre installation de test et à ajuster les paramètres en conséquence.
Quelle est la taille de la granulation de la poudre ?
Typiquement, la granulométrie de la poudre est de 15 µm à 45 µm. Bien sûr, vous pouvez utiliser d'autres poudres. Cependant, nous ne pouvons pas garantir de bons résultats pour cela, car les poudres ont été testées comme spécifié. Vous êtes invités à tester vos poudres dans votre propre configuration de test et à ajuster les paramètres en conséquence.
Quel est le prix de la poudre ?
Le coût des poudres varie selon les fabricants et le type de qualification et de certification. N'hésitez pas à contacter votre fournisseur de poudre ou nous même.
Quelles sont les exigences relatives à la poudre à utiliser ?
Seule la poudre dont la taille des particules est comprise entre 10 et 50 µm peut être utilisée.
En outre, la poudre doit avoir une fluidité appropriée. Pour cela, utilisez uniquement des particules de poudre sphériques. De telles poudres sont produites par atomisation au gaz.
La poudre doit être sèche car l'humidité peut réduire fortement la fluidité et provoquer des défauts d'impression. En fonction des conditions de stockage et des conditions climatiques, le séchage de la poudre dans une étuve peut donc être utile.
Plus la poudre est fine, moins elle est fluide et rend plus difficile le dépôt sur la plate-forme de construction.
Si elle est trop grossière, le mouillage est excellent, mais la surface des pièces est assez rugueuse.
Un bon compromis devrait être le bon choix.
Peut-on utiliser la poudre de n'importe quel fabricant ou existe-t-il des coopérations ?
En principe, les poudres de n'importe quel fabricant peuvent être utilisées. Cependant, il existe des coopérations de développement où les meilleurs paramètres pour l'alliage concerné sont constamment développés. Les paramètres que nous développons pour un alliage spécial peuvent donner des résultats différents d'un fabricant de poudre à l'autre. C'est pourquoi nous recommandons toujours la poudre/fabricant appropriée pour les paramètres. Pour les autres fabricants, nous ne garantissons pas que les paramètres donneront les mêmes résultats.
La poudre non fusionnée peut-elle être réutilisée ?
Si la haute densité et la qualité de surface sont importantes dans la pièce fabriquée, la poudre doit être tamisée après chaque impression si possible. Dans le meilleur des cas, utilisez une nouvelle poudre et récupérez la "vieille" poudre pour la recycler ou la mélanger à une nouvelle poudre pour la "rafraîchir". Nous disposons pour cela de solutions de tamisage appropriées. La vieille poudre doit être "rafraîchie" avec de la nouvelle poudre dans un rapport de 1/3.
La poudre vieillit-elle ?
Oui, la poudre peut vieillir dans certaines circonstances. En d'autres termes, elle commence à réagir avec l'oxygène, ce qui peut affecter la qualité de l'impression. Pendant le processus d'impression, il y a un minimum de particules de fumée qui peuvent se déposer dans le lit de poudre et contaminer en plus la poudre.
Que sont les matériaux réactifs ?
Les matériaux réactifs comprennent, par exemple, la poudre de titane et d'aluminium. Ceux-ci ne nécessitent qu'une très faible énergie d'allumage et ont une affinité assez élevée pour se lier à l'oxygène. Par conséquent, ils réagissent très rapidement avec l'oxygène de l'air et une réaction exothermique rapide se produit : le matériau devient chaud et peut briller / brûler ou éventuellement exploser.
Aucun matériau auto-inflammable dont la température d'allumage est inférieure à 200° C ne peut être traité dans notre machine.
Que se passe-t-il avec les filtres contaminés ?
Les filtres sont éliminés conformément aux réglementations des sociétés d'élimination locales.
Lors de l'impression d'alliages nobles tels que l'or, celui-ci doit être envoyé au fournisseur de poudre après accord ou à une raffinerie qui vous remboursera la valeur de l'or.
Peut-on imprimer de la poudre céramique avec l'AL3D ?
Non, il existe des imprimantes spéciales qui offrent cette solution.

Prendre contact
© 2024 | ALPHA LASER GmbH
laser de soudage manuel - Secteurs
- Secteurs