- Home
-
Products
Products
- Products
-
Mobile Systems
Mobile Systems
- Open Systems
-
Closed Systems
Closed Systems
-
Laser process heads
Laser process heads
- Industries
Industries- Applications
Applications- Company
Company-
About ALPHA LASER
About ALPHA LASER
- Career
-
Purchasing
Purchasing
- Technical Support
-
Products
- Industries
Our industry solutionsFind the matching application videos for our products.
Videoportal- Applications
Your applicationsFind the matching application videos for our products.
Videoportal- Company
Tel: +49 (0)89 / 89 02 37-0 | E-Mail: info@alphalaserno more spam.deLASER HARDENING
Precise surface hardening with laser machines from ALPHA LASER
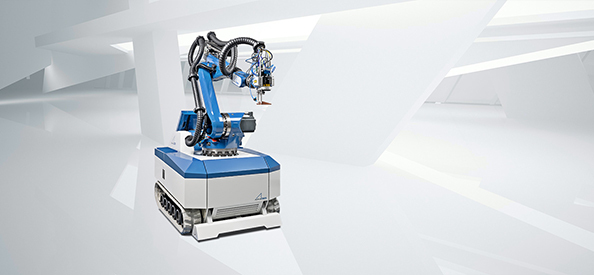
Heavily stressed metallic parts and machine components are specifically treated with laser hardening to prevent wear, tear, and deformation of the components. The mobile laser hardening system from ALPHA LASER scans and hardens the corresponding workpiece precisely along its contour without needing to remove it. Our laser hardening system AL-ROCK can be flexibly used right on the workpiece – you save time and costs for the benefit of your production.
Laser-based surface hardening is one of the fastest laser material processing methods for the production of resilient metal parts that are also hardened with low distortion. The AL-ROCK laser hardening system is not only good at efficient laser beam hardening: with the right accessories it can also be used as a laser welding device for powder deposit welding. Opt for flexibility and precision in laser hardening with modern laser technology and high-quality laser devices for mold manufacture, mechanical engineering, and many other industries.
How does laser hardening work?
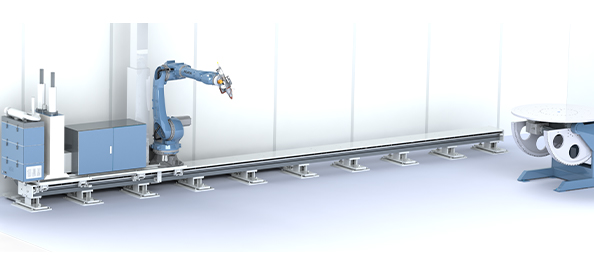
When laser hardening, the laser beam and its adjustable focal spot are guided by a robot over the surfaces to be hardened. The energy of the laser is applied directly to the workpiece surface. This marginalized layer is then heated in a very short period of time and locally limited to the required hardening temperature. The carbon atoms change their position in the metal grid due to the high temperature, which is called austenitization.
Immediately after heating, the cold part of the component cools down the treated spot (self-quenching) and thus ensures that the austenitized metal structure is rendered permanent.
The result is martensite (a very tough metal structure that looks very fine under the microscope), which is responsible for the increased hardness of the material.
Laser hardening with our AL-ROCK laser system results in a zonally hard surface with a tough core while leaving the immediate vicinity unaffected. The toughness of the basic material remains unchanged. Track widths from 1 to approx. 100 mm are possible depending on the laser power and laser system. The achievable hardness penetration depth is about 0.6 mm to 0.8 mm, and with some materials it can be increased up to 2 mm depending on the volume of the component.
AdvantagesThe advantages of laser hardening can be summarized as follows:
- Zones that are subject to wear can be hardened in a contour-accurate and precise way.
- Hard marginal zone, tough core
- Rapid cooling through self-quenching
- No cooling media required
- Low-distortion
- Less or no re-work due to the formation of the hardening path by means of shielding gas.
- Hardening paths are possible on cutting edges, guide ways, grooves, and
free-form surfaces with continuous geometric transitions. - Hardening is possible in atmospheric conditions without the use of shielding gas


Laser hardening and surface hardening with laser systems from ALPHA LASER: fast, precise, and cost-effective
Especially for large tools from forming technology, laser hardening is a very cost-efficient, extremely fast process for marginalized layer hardening, because it enables partial hardening of selected stressed functional areas on the workpiece surface. Quick self-quenching reduces material distortion during laser hardening: our laser devices for laser hardening work almost distortion-free. As the laser hardening process is thermally monitored, even cutting edges and small radii can be hardened without running the risk of melting.
Contour-accurate laser hardening on grooves, free-form surfaces, or other geometries is of course also possible. Marginalized layer hardening by means of our laser machines means reworking the workpiece is not necessary, and it can be flexibly used for spontaneous additional tasks.
Hardening can optionally take place under a protective gas atmosphere in order to further decrease already minimal rework.
What materials can be hardened by laser?
Steel with at least 0.45 percent carbon (0.45C). If the coal content is lower, only a lower hardness can be achieved. If there is no coal in the iron, one speaks of ferrite, not of steel. Each steel has a specific TTC diagram (time-temperature conversion diagram). The TTC makes it easy to see which hardnesses can be achieved. The diagram also shows how long it takes to cool from the “high” temperature to the “low” temperature in order to obtain the desired martensitic structure and thus the hardening of the steel.
What hardness can be achieved?
The hardness that can be achieved always depends on the base material. In general, the maximum hardness of the base material can be achieved.
What are the advantages of laser hardening?
Laser hardening is a low-distortion process. Locally limited functional areas, small series and individual parts can be hardened precisely, with no quenching media required. The workpiece cools itself down. The surface temperature of the hardening zone is always constant, which means that a high surface hardness is achieved with a tough material core.
What is the maximum feed speed?
Generally, the speed of laser beam hardening is 2-5 mm / s. The degree of hardness and penetration depth are influenced by the feed rate and the laser power. At high feed rates and high power, the surface hardens strongly, but not very deeply. A slow feed with less energy input reaches a greater depth of penetration.
Can hardened materials be made even harder?
Most materials that have been laser hardened can be hardened a second time. Usually, however, with a small loss of hardness, because, depending on the previous hardening process, tensions develop in the workpiece, which affect the hardness result.
Suitable Products
Contact Us Kontaktieren Sie uns
Schließen×Contact Us
+49 (0)89 890237-200
We will gladly advise you!© 2024 | ALPHA LASER GmbH
Handheld welding laser
- Industries
-
Products
- Industries
- Applications
- Company
-
Products
- Industries
- Applications
Tel: +49 (0)89 / 89 02 37-0 | E-Mail: info@alphalaser.deLASER HARDENING
Precise surface hardening with laser machines from ALPHA LASER
Heavily stressed metallic parts and machine components are specifically treated with laser hardening to prevent wear, tear, and deformation of the components. The mobile laser hardening system from ALPHA LASER scans and hardens the corresponding workpiece precisely along its contour without needing to remove it. Our laser hardening system AL-ROCK can be flexibly used right on the workpiece – you save time and costs for the benefit of your production.
Laser-based surface hardening is one of the fastest laser material processing methods for the production of resilient metal parts that are also hardened with low distortion. The AL-ROCK laser hardening system is not only good at efficient laser beam hardening: with the right accessories it can also be used as a laser welding device for powder deposit welding. Opt for flexibility and precision in laser hardening with modern laser technology and high-quality laser devices for mold manufacture, mechanical engineering, and many other industries.
How does laser hardening work?
When laser hardening, the laser beam and its adjustable focal spot are guided by a robot over the surfaces to be hardened. The energy of the laser is applied directly to the workpiece surface. This marginalized layer is then heated in a very short period of time and locally limited to the required hardening temperature. The carbon atoms change their position in the metal grid due to the high temperature, which is called austenitization.
Immediately after heating, the cold part of the component cools down the treated spot (self-quenching) and thus ensures that the austenitized metal structure is rendered permanent.
The result is martensite (a very tough metal structure that looks very fine under the microscope), which is responsible for the increased hardness of the material.
Laser hardening with our AL-ROCK laser system results in a zonally hard surface with a tough core while leaving the immediate vicinity unaffected. The toughness of the basic material remains unchanged. Track widths from 1 to approx. 100 mm are possible depending on the laser power and laser system. The achievable hardness penetration depth is about 0.6 mm to 0.8 mm, and with some materials it can be increased up to 2 mm depending on the volume of the component.
AdvantagesThe advantages of laser hardening can be summarized as follows:
- Zones that are subject to wear can be hardened in a contour-accurate and precise way.
- Hard marginal zone, tough core
- Rapid cooling through self-quenching
- No cooling media required
- Low-distortion
- Less or no re-work due to the formation of the hardening path by means of shielding gas.
- Hardening paths are possible on cutting edges, guide ways, grooves, and
free-form surfaces with continuous geometric transitions. - Hardening is possible in atmospheric conditions without the use of shielding gas
Laser hardening and surface hardening with laser systems from ALPHA LASER: fast, precise, and cost-effective
Especially for large tools from forming technology, laser hardening is a very cost-efficient, extremely fast process for marginalized layer hardening, because it enables partial hardening of selected stressed functional areas on the workpiece surface. Quick self-quenching reduces material distortion during laser hardening: our laser devices for laser hardening work almost distortion-free. As the laser hardening process is thermally monitored, even cutting edges and small radii can be hardened without running the risk of melting.
Contour-accurate laser hardening on grooves, free-form surfaces, or other geometries is of course also possible. Marginalized layer hardening by means of our laser machines means reworking the workpiece is not necessary, and it can be flexibly used for spontaneous additional tasks.
Hardening can optionally take place under a protective gas atmosphere in order to further decrease already minimal rework.
What materials can be hardened by laser?
Steel with at least 0.45 percent carbon (0.45C). If the coal content is lower, only a lower hardness can be achieved. If there is no coal in the iron, one speaks of ferrite, not of steel. Each steel has a specific TTC diagram (time-temperature conversion diagram). The TTC makes it easy to see which hardnesses can be achieved. The diagram also shows how long it takes to cool from the “high” temperature to the “low” temperature in order to obtain the desired martensitic structure and thus the hardening of the steel.
What hardness can be achieved?
The hardness that can be achieved always depends on the base material. In general, the maximum hardness of the base material can be achieved.
What are the advantages of laser hardening?
Laser hardening is a low-distortion process. Locally limited functional areas, small series and individual parts can be hardened precisely, with no quenching media required. The workpiece cools itself down. The surface temperature of the hardening zone is always constant, which means that a high surface hardness is achieved with a tough material core.
What is the maximum feed speed?
Generally, the speed of laser beam hardening is 2-5 mm / s. The degree of hardness and penetration depth are influenced by the feed rate and the laser power. At high feed rates and high power, the surface hardens strongly, but not very deeply. A slow feed with less energy input reaches a greater depth of penetration.
Can hardened materials be made even harder?
Most materials that have been laser hardened can be hardened a second time. Usually, however, with a small loss of hardness, because, depending on the previous hardening process, tensions develop in the workpiece, which affect the hardness result.
Suitable Products
Contact Us Kontaktieren Sie uns
© 2024 | ALPHA LASER GmbH
Handheld welding laser - Industries
- Industries