-
Products
- Industries
- Applications
- Company
-
Products
- Industries
- Applications
Tel: +49 (0)89 / 89 02 37-0 | E-Mail: info@alphalaser.deProcessesMOBILE AND FLEXIBLE: AN INNOVATIVE ROBOTIC SYSTEM FOR LASER SURFACE HARDENING AND LASER WELDING
AL-ROCK mobil opens a new dimension of flexibility for machining and hardening shops with a truly mobile robotic system featuring a powerful 4 kW high-performance fiber laser. The system is ready for operation in just a few minutes, with short set-up times that give you unbeatable time savings.
With its caterpillar track, AL-ROCK mobil can easily position itself at a workpiece for quick and flexible accessibility to areas needing hardening or welding. Its compact design simplifies loading and transport – ideal for use when changing locations on- or off-site. An all-rounder that opens up new possibilities for you.All components from the robot controller to the powder feeder are integrated in the system, so it’s truly mobile!
ONE FOR MANY: SEVEN DIFFERENT LASER PROCESSES WITH A SINGLE ROBOTIC SYSTEM
You can perform a wide variety of laser processes with just this one machine.
- Hardening with scanner optics
- Wire deposition welding
- Wobble welding
- Deep welding
- Powder deposition welding
- 3D printing
- Pulse welding
AL-ROCK is designed so you can quickly and easily switch between the various laser applications. Its modular design also gives you the freedom to change application processes easily – whether immediately or later on.
 Advantages
AdvantagesAL-ROCK mobil combines these benefits:
- Hardening with scanner optics, wire deposition welding, wobble welding, deep welding, powder deposition welding, pulse welding and 3D printing
- All components are integrated; no additional control cabinet needed
- Flexible and mobile to operate and transport
- Fast switching between applications
- Fast start-up to save time in mobile operation
- High performance for shorter processing times
Smart software working with a scanner makes it easy to program the area to be hardened. The line scanner generates a precise 3D model of the workpiece’s surface, which the operator can use for easy planning of the process path. Then the process-related parameters can be set and the program can be run in a virtual simulation.
The laser beam traces the contours of the workpiece in precise 3D movements for simple and accurate hardening of weld edges, nubs, grain textures or single points.
The laser power is regulated according to the temperature to ensure a constant temperature in the laser spot area and achieve maximum hardening. Surrounding areas experience only minimal heating, so deformation is minimised and hardening is limited to the relevant areas.
Heat flow into the workpiece results in a self-quenching effect, so there is no need for cooling media such as oil or water. For quality control purposes, the process is documented during the hardening operation, ensuring high reliability and reproducibility.
Save energy with ease
One of our customers has investigated this matter in depth, performing a number of experiments and calculations. Identical workpieces were hardened in a vacuum and using a laser. The results were convincing, as laser hardening reduced energy consumption by up to 95%. Given current energy costs, this is a major cost benefit.
Save time
In addition to lower energy use, processing takes less time. Vacuum hardening processes normally take 3 or 4 days. (To be fair, it should be noted that multiple workpieces can be hardened simultaneously.) This process includes tempering the workpiece, reaching and maintaining the required temperature, and subsequent cooling and reworking. In contrast, laser surface hardening takes only 23 seconds (plus a short set-up time) since hardening is only partial.
We’d be happy to show you the process in person. Just contact us.

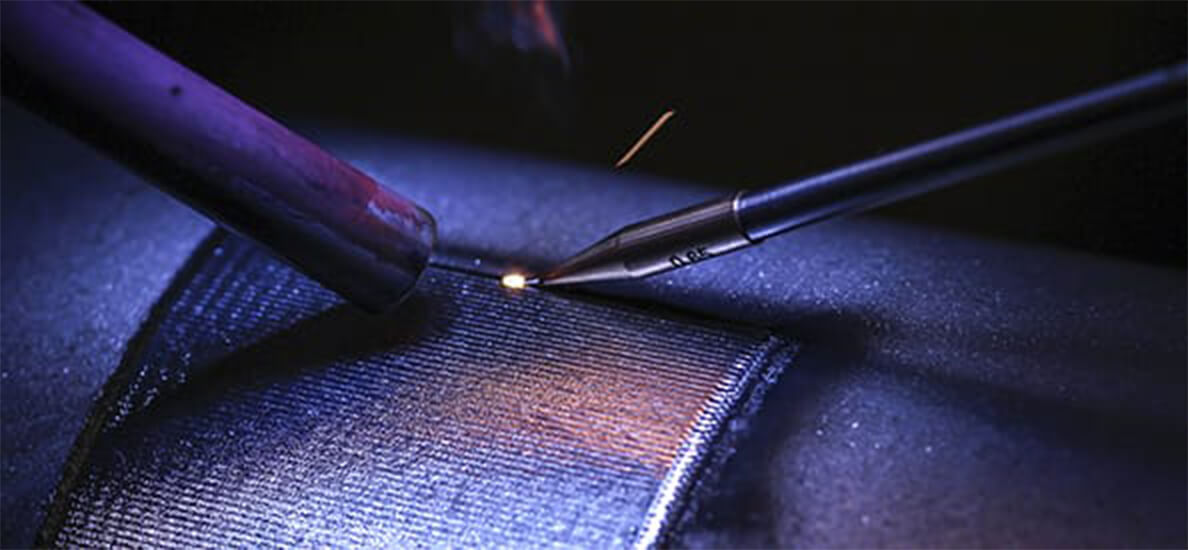
LASER JOINT WELDING
Deep welding
Deep welding is used when greater welding depths are required. The welds are characterised by narrow, deep seams.
Thermal conduction weldingIn thermal conduction welding, the materials are melted along the joint. This method is used to join thin-walled parts. The welds reach depths between a few tenths of a millimetre and 1 millimetre.
Laser wobble weldingIn laser wobble welding, the laser beam is moved in one or two dimensions with medium- or high-frequency oscillation. Wobble welding allows for bridging wider gaps as the effective weld seam width is larger, making it possible to weld parts with tighter tolerances for fitting accuracy or varying weld gaps. In addition, moving the laser beam can also steady the melt, thus achieving better-quality welds. Wobble welding enables workpieces to be joined quickly and efficiently. The high-frequency movement of the laser beam covers a large area in a short time for increased welding speed.
POWDER DEPOSITION WELDING
The processLaser powder deposition welding is a generative manufacturing process. It enables the repair and restoration of damaged or worn surfaces without the need to replace entire parts. It can also be used to modify contours or produce complex geometries and structures. Metal powder is fed with a carrier gas into the laser focus, where it is melted onto the workpiece. If the nozzle is moved relative to the workpiece, surfaces large and small, lines, or geometries of any shape can be deposited. By depositing suitable materials in multiple layers, almost any layer thickness can be achieved, and 3D shapes can also be generated.
The benefitsHigh-value parts can be reconditioned efficiently with powder deposition. Workpieces that are subject to great stress (drill bits, turbines, jet engine parts, etc.) are protected from wear and corrosion by powder deposition. AL-ROCK can also be used on larger areas by moving over wider tracks or depositing more material. This is done by repeated movement over the desired area. Possible applications include hard coatings (HRC60) and protection against corrosion or abrasion (nickel alloy with embedded tungsten carbide particles).
The surfaces of workpieces can be mapped with a scanner. The resulting data can be used to generate a 3D model for planning the weld tracks. This also facilitates repairs or contour changes on parts for which no current CAD models are available.
Producing actual structures on surfaces brings us into the realm of 3D printing.
Click here for more information about powder deposition welding:
Read moreWire deposition weldingAn alternative approach is to deposit material with wire. Different properties for deposited layers can be produced by selecting the appropriate wire. Such properties include certain hardness levels, corrosion resistance, or heat resistance. Wire can be fed automatically with a wire feed system.
Click here for more information about laser welding:
Read more- AL-ROCK mobil
- Laserhead-P
- Laserhead-S
- PTS-ORB 1000 turn-tilt table
-
AL-ROCK mobil - Download data sheet
- Laser
Laser type and wavelength Fibre, 1070 nm Average power 4000 W CW output 4000 W Peak pulse power 4 kW Pulse energy 2 kJ Pulse duration 500 ms Operating modes CW/Modulated Welding spot Ø 0.8 – 5 mm, smaller/bigger possible on demand Focusing objective See optics datasheet Pulse shaping Power curve adjusted within laser pulse Display and operation Touchscreen for operation of ALPHA app, additional panel for direct control and teaching of robot. Safety circuit onnection for door switch and laser safety curtains - Observation optics
Observation optics Cameras for observing processes from outside the cabin. - Work area
Work area Length of fully extended robot arm: approx. 2118 mm - External dimensions
W × D × H (base unit with tracks) 1700 × 1200 × 2100 mm Weight approx. 1900 kg - External connections
Electrical connections 3 × 400 V, 50–60 Hz, 3 × 32 A, 32 A External cooling Connections for external cooling or freshwater cooling. Internal cooling for brief stand-alone operation - Options
Options LMD version with integrated powder feeder, ALPHA LASER optics, turn-tilt table with 1000 kg capacity
- Laser
-
Laserhead-P - Download data sheet
- Technical data
Laser 4000 W maximum, single- or multi-mode (CW or pulsed) Laser type Fibre laser (1064 nm / 1070 nm) Spot size 0.8 – 5 mm Focusing lens 250 mm Collimation 96 mm, motorised Process observation Ethernet camera Temperature regulatio IR camera Cooling Water Process gas Air, Ar or N2 Dimensions (W × D × H) 180 × 180 × 450 mm Weight approx. 12 kg Mounting type Machine connection via direct flange or Schunk quick-clamping adapter
- Technical data
-
Laserhead-S - Download data sheet
- Technical data
Laser 4000 W maximum, single- or multi-mode (CW or pulsed) Laser type Fibre laser (1064 nm / 1070 nm) Spot size 0.05 – 1 mm standard Focusing lens 250 mm / 500 mm (standard) – 150 mm (optional) Collimation 90 mm (standard) – 150 mm (optional), motorised focus adjustment Process observation Ethernet camera Temperature regulatio IR camera Cooling Water Process gas Air, Ar or N2 Dimensions (W × D × H) 260 × 160 × 350 mm Weight approx. 8 kg Mounting type Machine connection via direct flange or Schunk quick-clamping holder
- Technical data
-
PTS-ORB 1000 turn-tilt table - Download data sheet
- Technical data
Capacity up to 1000 kg Moment of inertia 1400 kg × m2 Torque 850 Nm on main axis Turning torque 10000 Nm (maximum bending moment) Time for rotation through 180° 3.5 s Rotation angle of main axis 0.10 mm Weight 460 kg
- Technical data
Get in touch
© 2024 | ALPHA LASER GmbH
Handheld welding laser - Industries
- Industries